Protein products have dominated store shelves for several years now – everything from protein bars to shakes, chips to baking mixes. Protein, specifically proteins from milk, have been shown to reduce risk factors for cardiovascular disease1 and improve overall satiety2. They’re also great for muscle recovery, on-the-go nutrition, and create functional benefits for a multitude of food categories. So, what is driving innovation in this market? Clear proteins. These proteins are capable of fortifying new categories of functional foods. They can be utilized at a range of concentrations, processes, and provide a clean and fresh flavor. In this blog, we’ll explore the benefits of clear whey proteins, how to use them, important formulation and processing considerations, and highlight PRObev™, our award-winning protein that is a leader in the clear protein category.
CLEAR PROTEIN APPLICATIONS IN TODAY’S MARKET
While protein is an ever-growing market sector, as mentioned before, low pH (defined as pH less than five) protein is driving that growth. Whey proteins continue to be at the top of athletes’ lists when it comes to muscle recovery and protein completeness. However, finding novel uses of whey has become increasingly important to avoid consumption fatigue.
When it comes to clear proteins, whey is the obvious choice. At a pH of less than 4.6, whey protein is very soluble and has excellent clarity. As a bonus, the acidic environment these products have create safe foods when mild heat treatments are applied.
This category also allows for more novel applications and flavors which contributes to its lower consumption fatigue. The adjustable protein amounts similarly helps target different market sectors from sports nutrition to functional foods. Clear proteins support in-market trends such as protein waters for those seeking hydration, and they support the shift from protein consumption by mostly sports nutrition consumers to consumers seeking functional health. These proteins also lend themselves to emerging trends such as immunity, detox, beauty from within, and healthy aging.
CHARACTERISTICS OF CLEAR PROTEINS
Clear proteins are achieved through the acidification and purification of whey protein at a pH of less than 3.2. Clear protein allows a high concentration of protein in a beverage while keeping viscosity low. These ingredients provide a clean and slightly acidic flavor profile that creates a unique opportunity to utilize fresh and fun flavors.
There are several advantages to using clear proteins such as heat stability, application clarity, and a clean flavor. We’ll dive deeper into these advantages and the considerations one must take when formulating with these proteins.
CLARITY
One of the most important aspect of clear proteins is their overall clarity in the final application. This can be affected by several factors. The most important amongst them are heat, pH, protein concentration, additives, and processing.
Heat and pH are closely associated when it comes to protein clarity. In some instances (pH < 3.2) heat does very little to the turbidity of the protein solutions. However, above a certain pH, the clarity of the solution is drastically reduced after heating (creating an opaque solution) as shown in Figure 1.
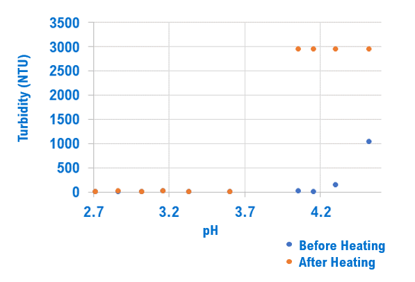
Figure 1. Turbidity of 3.5% protein solution, before and after heating, at increasing pH
Another consideration in protein solution clarity is protein concentration. As the protein concentration increases, the solution becomes more turbid. While solutions of greater than 20% protein are possible, concentrations of less than that are recommended for stable products over a long shelf life.
Additives that are used in tangent with a clear protein can have a large impact on final application clarity. Vitamins and minerals, flavors, preservatives, stabilizers, sweeteners, fats and oils, and acidulants are all additives that can impart negative effects on clarity. It’s important to test your formulation in its final form and processing to ensure there are no unwanted changes to clarity.
Processing is the last major factor when it comes to protein clarity. Due to the high-acidity, clear proteins need only minimal processing to produce safe and stable products. Below we’ll explore heat stability as an advantage to clear whey proteins and how different processing conditions vary.
HEAT STABILITY
There are numerous types of heating processes a product can go through to make a microbiologically safe product. However, at a higher temperature (>165°F), whey proteins denature and cause sedimentation, gelation and increased viscosity due to changes in protein structure and the aggregation/polymerization with other proteins. This change also depends on the thermal load (temp x time) and concentration of whey protein in the solution. Generally, if whey protein solution is subjected to high heat load, it will result in instant gelling of solution. Milk proteins are inherently more heat stable due to the casein structure3. Therefore, milk proteins are more suitable for high protein drinks in UHT applications. Interestingly, Milk Specialties’ whey proteins can withstand higher heat load at specific concentrations with unique formulations.

FLAVOR
As with all consumer products, flavor is the driver. Traditional protein beverages come in ‘milky’ flavors or coffeehouse flavors such as vanilla, chocolate, strawberry and café latte. Clear proteins are unique from others on the market in that they have higher acidity. The high-acid environment means clear proteins are a good base for fruity and diverse flavors like citrus and mixed berry, or novel flavors like elderflower and hibiscus. Particularly popular right now are mocktails – nonalcoholic mojitos, mules and Manhattans.
CONCLUSION
The increasing demand for dairy protein has driven companies to explore new and novel ways to include protein in a variety eating occasions. Clear proteins are an excellent way to innovate beyond the standard milky flavors and neutral pH options. With great heat stability, optimal clarity and clean flavor, clear proteins are the clear choice for your next product innovation.
PRObev™
Milk Specialties has developed an award-winning protein, PRObev™, that is an acidified clear whey protein isolate produced via a proprietary filtration process that isolates whey proteins in a highly concentrated form to provide maximum functionality. With greater than 84.6% protein on an as-is basis and less than 3.0% fat, this protein can fortify a multitude of applications and provide exceptional clarity and a clean taste profile. PRObev™ has been found by the University of North Carolina to have an exceptionally clean flavor profile and was significantly less sour and astringent than the competitor’s product. With a suggested labeling of PRObev™ (Whey Protein Isolate) this clean label protein is ideal for high acid application work.
APPLICATIONS

PRObev™ isn’t limited to just beverages. This clear protein is suitable for adding protein to a multitude of applications. At Milk Specialties, we’ve tried applications ranging from protein gummy bears and popsicles, to gels and fruit leathers. When considering all of the above parameters, it’s possible to make a novel or often sought-after good tasting functional food.
QUESTIONS? CONTACT US TODAY
OTHER ARTICLES YOU MAY BE INTERESTED IN:
REFERENCES
- Davoodi SH, Shahbazi R, Esmaeili S, et al. Health-Related Aspects of Milk Proteins. Iran J Pharm Res. 2016;15(3):573-591.
- Bendtsen LQ, Lorenzen JK, Bendsen NT, Rasmussen C, Astrup A. Effect of dairy proteins on appetite, energy expenditure, body weight, and composition: a review of the evidence from controlled clinical trials. Adv Nutr. 2013;4(4):418-438. Published 2013 Jul 1. doi:10.3945/an.113.003723
- Patel, H. and Patel, S., Technical Report: Understanding the role of dairy proteins in ingredient and product performance. 2015. U.S. Dairy Export Council.
Topics: HUMAN NUTRITION